en.
400-8095-335
一、前言
切纸机是造纸工业中切裁平板纸的设备。切纸机平台上有可升降的闸刀,可将平板纸裁切成规定的尺寸。传统的切纸机采用单电机传动,生产时推纸定位必须靠人眼,然后停下电机再搬动手轮,进行微调校准,最后再裁切,整个操作过程复杂。系统电气结构简单,机械加工精度不够,切纸一致性不好,生产效率低,废品率高。
目前新型程控切纸机采用数字化控制和变频驱动,可实现全自动切纸,大大提高了生产精度和效率。本案例介绍HLP-C100系列变频器在瑞安某切纸机生产企业中的应用情况。

二、系统介绍
新型程控切纸机电气控制系统上由触摸屏、控制器、变频器、异步电机和编码器组成。机械结构主要由切刀、减速机、丝杆、纸推、导轨和机架等组成。触摸屏用于输入切纸参数和显示运行信息,编码器数值反馈给控制器用于确定纸推的位置,控制器根据切纸参数,纸推的位置和控制信号,来控制变频器运行。下图是系统简图。

切纸机对运行位置精度的要求非常高,因此要求变频器必须满足:
1. 精确停车,必须根据控制器的指令停在指定位置;
2. 加减速平滑且时间短;
3. 运行平稳,无冲击和抖动。
三、解决方案
根据切纸机的负载特性、对运行平稳性和位置精度的要求,选用HLP-C100系列变频器驱动送纸电机。通过多段速功能分次减速和直流制动功能,保证停车精度,通过多段速和不同加减速时间关联功能,实现平稳运行。
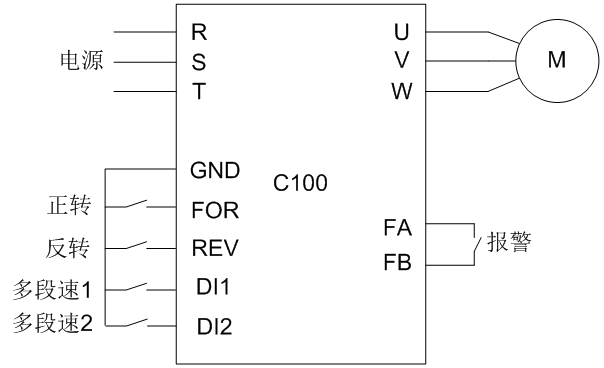
四、变频器接线图
五、参数设置
| 参数号 | 功能 | 参数值 |
| C02.01 | 直流制动电流 | 80 |
| C02.02 | 直流制动时间 | 0.2 |
| C02.05 | 直流制动切入频率 | 5 |
| C03.10[0] | 段速1 | 100 |
| C03.10[1] | 段速2 | 40 |
| C03.10[2] | 段速3 | 5 |
| C03.41 | 加速时间1 | 0.3 |
| C03.42 | 减速时间1 | 0.4 |
| C03.51 | 加速时间2 | 0.3 |
| C03.52 | 减速时间2 | 0.6 |
| C03.96 | 关联预设参考值和加减速时间 | 1 |
五、总结
经过现场调试和后期批量使用,HLP-C100系列变频器在切纸机上应用具有如下优点:
1. 刹车快,一致性好,实践验证完全满足切纸机精度要求;
2. 多段速配合不同加减速时间,使系统运行更加平稳;

微信公众号





