en.
400-8095-335
一、前言
四柱液压机是一种利用油泵输送液压油的静压力来加工金属、塑料、橡胶、木材、粉末等制品的机械设备。它常用于压制工艺和压制成形工艺,如:锻压、冲压、冷挤、校直、弯曲、翻边、薄板拉深、粉末冶金、压装等等。它的原理是利用帕斯卡定律制成的利用液体压强传动的机械。

二、系统介绍
四柱液压机由主缸、上横梁、四个立柱、活动横梁、顶出缸、工作台、液压传动系统和电控系统等组成。电控系统一般采用开关按钮操作,压力表显示压力,PLC作为控制核心。变频器用来驱动电机带动油泵,油泵向液压缸提供高压工作液体推动活动横梁上下移动。液压传动系统如下图所示:
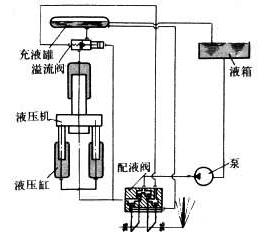
油泵向液压缸提供高压工作液体,配流阀用来改变供液方向,溢流阀用来调节系统的限定压强,同时起安全溢流作用。液压油分配到油缸的上腔或者下腔后,在高压油的作用下,使油缸进行运动。带动活动横梁移动或顶出缸移动。
四柱液压机一般有半自动工艺和拉伸两种工艺。
半自动工艺动作:滑块快下→慢下→压制(保压)→泄压回程→顶出→取坯。
拉伸工艺动作:顶出→滑块快下→慢下→压制(保压)→泄压回程→顶出→取坯。
两种工艺动作非常类似,滑块快下时,油压不大,电流很小;慢下时压力突然增大;保压过程,压力始终很大,维持不变(持续时间2s左右);泄压回程等后续动作压力都很小,如此往复。
三、核心需求
四柱液压机原来一般采用工频运行,由于工频运行耗电量大、压力冲击大、设备中的元器件易损坏,现在设备厂家慢慢改用变频运行。使用变频控制后需满足以下三点:
能在大液压下长时间保压(过载能力要强);
能在压力持续增大情况下,速度保持平稳;
节能省电,液压冲击小,机械寿命长;
压制时需要大压力且速度需要平稳,因此需用矢量控制;
考虑到最终用户现场电压偏低时,50Hz电压可能无法达到380V,力矩会减小,建议将压制速度设置为45到50Hz之间;
保压时速度平稳性可以通过减小电流控制器1和增大电流控制器2解决;
下行,压制,空闲,回程四个阶段采用四个段速控制且速度差不易过大,保证系统运行平稳,冲击小;
四、解决方案
根据四柱液压机的工艺特性、对过载能力和速度稳定性的要求,选用HLP-A100系列变频器驱动。调试时,需注意以下几点:
压制时需要大压力且速度需要平稳,因此需用矢量控制;
考虑到最终用户现场电压偏低时,50Hz电压可能无法达到380V,力矩会减小,建议将压制速度设置为45到50Hz之间;
保压时速度平稳性可以通过减小电流控制器1和增大电流控制器2解决;
下行,压制,空闲,回程四个阶段采用四个段速控制且速度差不易过大,保证系统运行平稳,冲击小;
五、变频器接线图及参数设置
参数号 | 功能 | 参数值 | 参数号 | 功能 | 参数值 |
C01.20 | 电机功率 | 按电机铭牌设 | C03.10[2] | 预置设定值3 | 60 |
C01.24 | 电机电流 | 按电机铭牌设 | C03.10[4] | 预置设定值5 | 35 |
C01.25 | 电机转速 | 按电机铭牌设 | C03.41 | 加速时间 | 3 |
C01.61 | 高速负载补偿 | 130 | C03.42 | 减速时间 | 3 |
C01.62 | 转差补偿 | 80 | C04.18 | 电机电流上限 | 200 |
C01.63 | 转差补偿时间 | 0.05 | C14.01 | 载波频率 | 5 |
C03.03 | 最大参考值 | 100 | C14.30 | 电流控制器1比例 | 70 |
C03.10[0] | 预置设定值1 | 20 | C14.33 | 电流控制器2比例 | 50 |
C03.10[1] | 预置设定值2 | 45 | - | - | - |
六、总结
经过改造客户使用以及OEM客户批量使用,HLP-A100系列变频器在液压机上应用具有如下优点:
HLP-A100系列能满足设备高压力运行,且速度平稳;
采用多段速控制后,系统运行平稳,冲击小、噪音小。空载电流小,节能效果显著;
目前四柱液压机仍然以工频控制为主,采用变频控制后节能效果显著,对设备冲击小,可提高设备寿命。无论是改造还是OEM客户,均都大有可为。

微信公众号





